
Vsebina
- TL; DR (Predolgo; Nisem prebral)
- Varjena proti brezšivni proizvodnji v postopku izdelave cevi
- Korak za korakom inženirski postopek za varjene in brezšivne jeklene cevi
- Ustvarjanje ingotov, cvetov, plošč in gredic
- Izdelava teh materialov v cevi
- Razvoj varjenih in brezšivnih cevi
- Nadaljnja predelava in galvanizacija
- Zgodovina proizvodnje cevi
- Moč jeklenih cevi
Jeklene cevi so iz surovin, vključno z železom, aluminijem, ogljikom, manganom, titanom, vanadijem in cirkonijem, ključne za proizvodnjo cevi za uporabo v ogrevalnih in vodovodnih sistemih, inženiringu na avtocestah, avtomobilski proizvodnji in celo medicini (za kirurške vsadke in srčne zaklopke) .
S svojim razvojem segajo do inženirskih prebojev iz 1800-ih, njihove konstrukcijske metode za številne namene ustrezajo različnim načrtom.
TL; DR (Predolgo; Nisem prebral)
Jeklene cevi je mogoče izdelati z varjenjem ali brezšivnim postopkom za različne namene. Postopek izdelave cevi, ki so ga izvajali skozi stoletja, vključuje uporabo materiala od aluminija do cirkonija skozi različne korake, od surovin do končnega izdelka, ki se je v zgodovini uporabljal od medicine do proizvodnje.
Varjena proti brezšivni proizvodnji v postopku izdelave cevi
Jeklene cevi, od avtomobilske proizvodnje do plinskih cevi, so lahko varjene iz zlitin - kovin iz različnih kemičnih elementov - ali pa izdelane brezhibno iz talilne peči.
Medtem ko varjene cevi vsilimo skupaj s postopki, kot sta ogrevanje in hlajenje, in jih uporabljamo za težje, bolj toge aplikacije, kot sta vodovod in transport plina, se brezšivne cevi ustvarijo z raztezanjem in vdolbino za bolj lahke in tanjše namene, kot so kolesa in prevoz tekočine.
Metoda izdelave veliko pripomore k različnim izvedbam jeklene cevi. Spreminjanje premera in debeline lahko privede do razlik v trdnosti in prožnosti za velike projekte, kot so plinovodi za transport plina in natančni instrumenti, kot so podkožne igle.
Zaprta struktura cevi, ne glede na to, ali je okrogle, kvadratne ali kakršne koli oblike, lahko ustreza poljubnemu nanosu, od pretoka tekočin do preprečevanja korozije.
Korak za korakom inženirski postopek za varjene in brezšivne jeklene cevi
Celoten postopek izdelave jeklenih cevi vključuje pretvorbo surovega jekla v ingote, cvetove, plošče in gredice (vse to so materiali, ki jih je mogoče variti), ustvarjanje cevovoda na proizvodni liniji in oblikovanje cevi v želeni izdelek.
••• Syed Hussain AtherUstvarjanje ingotov, cvetov, plošč in gredic
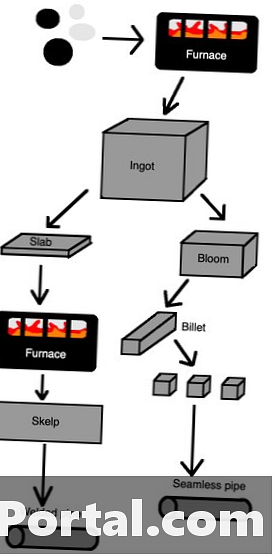
Železovo rudo in koks, z ogljikom bogata snov iz segretega premoga, v peči topijo v tekočo snov in nato pihajo s kisikom, da nastane staljeno jeklo. Ta material se ohladi v ingote, velike jeklene litine za shranjevanje in prevoz materialov, ki se oblikujejo med valji pod velikimi pritiski.
Nekateri ingoti se prenašajo skozi jeklene valje, ki jih raztegnejo na tanjše, daljše kose, da nastanejo cvetovi, vmesni materiali med jeklom in železom. Prav tako so valjani v plošče, koščke jekla s pravokotnimi preseki, skozi zložene valje, ki plošče razrežejo v obliko.
Izdelava teh materialov v cevi
Več kotalnih naprav sploščeno - postopek, znan kot kovanje - cveti v gredice. To so kovinski kosi z okroglim ali kvadratnim prerezom, ki so še daljši in tanjši. Leteče škarje režejo gredice na točno določenih mestih, tako da se gredice lahko zložijo in oblikujejo v brezšivne cevi.
Plošče se segrejejo na približno 2200 stopinj Farenhejta (1.204 stopinj Celzija), dokler se ne pokvarijo, nato pa se redčijo v skelp, to so ozki trakovi traku dolgi do 0,45 kilometra. Nato jeklo očistimo z rezervoarji žveplove kisline, ki mu sledi hladna in vroča voda, in jih transportiramo v tovarne za izdelavo cevi.
Razvoj varjenih in brezšivnih cevi
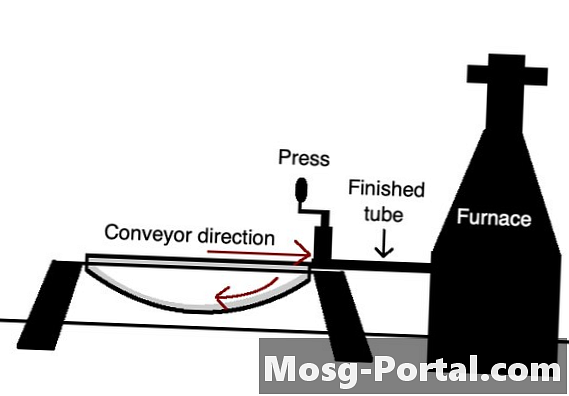
Pri varjenih ceveh stroj za odvijanje odvije skelp in ga pusti skozi valje, da se robovi zvijejo in ustvarijo oblike cevi. Varilne elektrode uporabljajo električni tok za tesnjenje koncev, preden ga visokotlačni valj zategne. Postopek lahko proizvede cev do 335,3 m (1,15 ft) na minuto.
Pri brezšivnih ceveh se postopek segrevanja in valjanja kvadratnih gredic povzroči, da se raztezajo z luknjo v sredini. Valjarji prebijajo cev za želeno debelino in obliko.
Nadaljnja predelava in galvanizacija
Nadaljnja obdelava lahko vključuje ravnanje, sukanje niti (rezanje tesnih utorov na koncih cevi) ali oblaganje z zaščitnim oljem cinka ali pocinkanje, da se prepreči rjavenje (ali kar je potrebno za namene cevi). Pocinkanje običajno vključuje elektrokemične in elektrodepozicijske postopke prevleke cinka, da se kovina zaščiti pred korozivnimi materiali, kot je slana voda.
Postopek odvrača škodljive oksidanti v vodi in zraku. Cink deluje kot anoda na kisik in tvori cinkov oksid, ki z vodo reagira in tvori cinkov hidroksid. Te molekule cinkovega hidroksida tvorijo cinkov karbonat, ko so izpostavljene ogljikovemu dioksidu. Na koncu se tanka, nepropustna, netopna plast cinkovega karbonata nalepi na cink, da zaščiti kovino.
Tanjša oblika, elektrogalvanizacija, se običajno uporablja v avtomobilskih delih, ki potrebujejo barvo za zaščito pred rjo, tako da vroča kap zmanjša trdnost osnovne kovine. Nerjaveče jeklo nastane, ko so nerjavni deli pocinkani na ogljikovo jeklo.
Zgodovina proizvodnje cevi
••• Syed Hussain AtherMedtem ko varjene jeklene cevi izvirajo iz škotskega inženirja Williama Murdocksa izum svetilke za izgorevanje premoga, ki je bila narejena iz sodov mušket za prevoz premoga na plin leta 1815, so bile brez konca cevi vpeljane do konca 1880-ih za prevoz bencina in nafte.
V 19. stoletju so inženirji ustvarjali inovacije v izdelavi cevi, vključno z metodo inženirja Jamesa Russells-a, s pomočjo kapalnega kladiva za zlaganje in spajanje ravnih železnih trakov, ki so bili segreti, dokler niso leta 1824 postale kovinske.
Že naslednje leto je inženir Comenius Whitehouse ustvaril boljšo metodo varjenja rit, ki je vključevala segrevanje tankih železnih pločevin, ki so jih zavili v cev in na koncu privarili. Whitehouse je uporabil stožčasto odprtino, da je robove zavil v obliko cevi, preden jih je varil v cev.
Tehnologija bi se razširila v avtomobilski industriji, hkrati pa bi se uporabljala za prevoz nafte in plina z nadaljnjimi preboji, kot so komolci vroče cevi za učinkovitejše ustvarjanje upognjenih cevnih izdelkov in neprekinjeno oblikovanje cevi v stalnem toku.
Leta 1886 sta nemška inženirja Reinhard in Max Mannesmann patentirala prvi kotalni postopek za ustvarjanje brezšivnih cevi iz različnih kosov v tovarni datotek očetov v Remscheidu. V 1890-ih je duo izumil postopek valjanja valja, metode za zmanjšanje premera in debeline sten jeklenih cevi za večjo obstojnost, ki bo z drugimi tehnikami oblikoval "Mannesmannov postopek" za revolucijo področja jeklene cevi inženiring.
V tehnologiji Computer Numerical Control (CNC) iz 60. let prejšnjega stoletja so inženirji dovolili, da za natančnejše rezultate uporabljajo visokofrekvenčne stroje za indukcijsko krmiljenje z uporabo računalniško izdelanih zemljevidov za bolj zapletene zasnove, tesnejše krivine in tanjše stene. Računalniško podprta programska oprema za oblikovanje bi še naprej natančno prevladovala na polju.
Moč jeklenih cevi
Jekleni cevovodi na splošno lahko trajajo sto let z veliko odpornostjo na razpoke zemeljskega plina in onesnaževal, pa tudi na udarce z nizko prepustnostjo metana in vodika. Lahko jih izoliramo s poliuretansko peno (PU) in tako ohranimo toplotno energijo, hkrati pa ostanemo močni.
Strategije nadzora kakovosti lahko uporabljajo metode, kot so uporaba rentgenskih žarkov za merjenje velikosti cevi in ustrezno prilagajanje za vsako opaženo odstopanje ali razliko. To zagotavlja, da so cevovodi primerni za njihovo uporabo tudi v vročem ali mokrem okolju.